Әр түрлі катушкалар орамасының сымдары, қос сым, көп сым, торттың арнайы индуктивтілігі, параллель эмальданған сым, әр түрлі сипаттамалар теңшелген


Өнім Сипаттамасы
1. Мүмкіндіктер:Теңшелетін спецификациялар мен оқшаулау қабатының сорттары, ал беткі қабат өздігінен жабысатын қабатпен жабылуы мүмкін.
2. Техникалық сипаттамалар ауқымы:бірдей спецификациясы бар, бірақ әртүрлі түстері, әртүрлі сипаттамалары және әртүрлі сорттары бар бір жол (бір жолдың спецификация диапазоны: 0,03мм-0,500мм).
3. Өнімді қолдану:Ол негізінен арнайы индукторлар, RF трансформаторлары және т.Оны әртүрлі түстері және толығымен сәйкес келетін кедергісі/индуктивтілігі және басқа параметрлері бар екі/үш/бес катушкалар қауымдастығына немесе сипаттамалары әртүрлі, бірақ сым ұзындығы бірдей екі/үш/бес катушкалар қауымдастығына орауға болады.
4. Схематикалық схема келесідей:
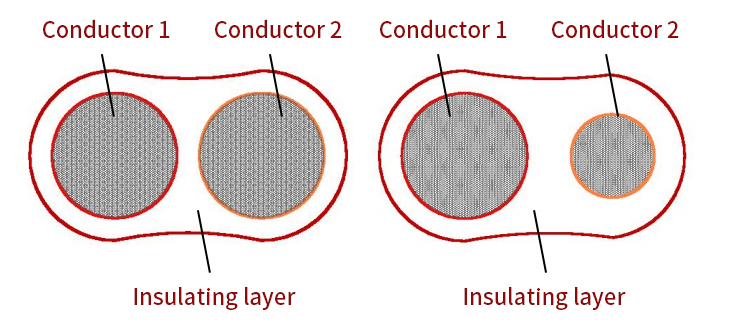

Эмальданған сымның технологиялық ағыны
1, Төлеу:Қалыпты жұмыс істейтін эмальданған машинада оператордың энергиясы мен физикалық күшінің көп бөлігі төлем бөлігінде жұмсалады.Төлем шығыршығын ауыстыру операторға көп еңбекақы төлеуге мәжбүр етеді.Сапа проблемалары мен жұмыс ақаулары желіден желіге қосылыстарда оңай пайда болады.Тиімді әдіс - үлкен сыйымдылықпен төлеу.Төлемнің кілті - шиеленісті бақылау.Кернеу үлкен болғанда, ол өткізгішті жұқартып қана қоймайды, өткізгіштің беті жарықтығын жоғалтады, сонымен қатар эмальданған сымның көптеген қасиеттеріне әсер етеді.
2, созылу:Созудың мақсаты - пішіннің созылу процесі кезінде тордың өзгеруіне байланысты шыңдалған өткізгішті белгілі бір температурада қыздыру, осылайша процеске қажетті икемділік молекулярлық торды қайта реттеуден кейін қалпына келтірілуі мүмкін.Сонымен бірге созу процесінде өткізгіш бетіндегі қалдық майлау және май дақтарын кетіруге болады, осылайша өткізгішті оңай бояуға және эмальданған сымның сапасына кепілдік беруге болады.
3, кескіндеме:бояу - белгілі бір қалыңдықтағы біркелкі бояу қабатын қалыптастыру үшін металл өткізгішке эмальданған сым бояуын жабу процесі.
4, Пісіру:Кескіндеме сияқты, пісіру циклдік процесс.Алдымен бояу ерітіндісіндегі еріткіш буланады, содан кейін пленка түзу үшін қатайтылады, содан кейін бояу пісіріледі.Пісіру процесінде ластаушы заттар пайда болады, сондықтан пеш дереу шығарылуы керек.Әдетте каталитикалық жану ыстық ауа айналымы пешін пайдалану керек.Бұл ретте қалдықтардың мөлшері тым көп немесе тым аз болмауы керек.Қалдықтарды шығару процесінде жылудың үлкен мөлшері алынып тасталатындықтан, қалдықтарды шығару қауіпсіз өндіріс пен өнім сапасын қамтамасыз етіп қана қоймай, сонымен қатар көп мөлшерде жылу жоғалуына әкелмеуі керек.
5, Салқындату:Пештен шыққан эмальданған сым жоғары температураға, жұмсақ бояу қабығына және төмен беріктікке ие.Егер ол уақытында салқындатылмаса, бағыттаушы дөңгелек арқылы өтетін бояу пленкасы зақымдалады, бұл эмальданған сымның сапасына әсер етеді.
6, Майлау:эмальданған сымның майлануы қабылдаудың тығыздығына үлкен әсер етеді.Эмальданған сым үшін қолданылатын майлау материалы эмальданған сымның бетін тайғақ етіп, сымға зақым келтірмей, қабылдағыш катушканың беріктігіне әсер етпей және пайдаланушының пайдалануына әсер етуі тиіс.Майдың мінсіз мөлшері эмальданған сымның тайғақтығын сезіну болып табылады, бірақ қолында айқын май көрінбейді.Сандық тұрғыдан алғанда, 1 ㎡ эмальданған сымның бетіне 1 г майлау майын жағуға болады.
7, Сымды тарту:Сымды алудың мақсаты эмальданған сымды катушкаға үздіксіз, тығыз және біркелкі орау болып табылады.Қабылдау механизмі төмен шумен, дұрыс тартылумен және сымның тұрақты орналасуымен тұрақты басқарылуы керек.
Эмальданған сымның өндіріс процесін егжей-тегжейлі білгеннен кейін стандартты талаптарға сай эмальданған сым өндіру оңай емес деп ойлайсыз ба, өйткені пісіру немесе бояу сияқты әрбір технологиялық қадам эмальданған сымның сапасына әсер етеді және ол сондай-ақ шикізат, сапа, қоршаған орта, өндірістік құрал-жабдықтар және басқа факторлар әсер етеді, сондықтан өнімнің сапасы әртүрлі болады.Әртүрлі эмальданған сымдардың сапалық сипаттамалары мен маркалары әртүрлі болғанымен, олардың негізінен төрт қасиеті бар, атап айтқанда механикалық қасиеттері, химиялық қасиеттері, электрлік қасиеттері және жылулық қасиеттері.




